
製品情報
加工品
概要
一般鋼材と遜色ない加工が可能

ベリリウム銅の特性を考慮した適切な加工条件を行うことで、一般鋼材と遜色ない加工が可能になります。
切削加工(旋盤、ドリル、エンドミル加工)
銅合金と同様、粘り気が強くバリが出やすい、溶解温度も低く刃先に溶着しやすい傾向にありますが、刃先のクーラントをしっかり行えば、特に問題はありません。
アーク放電加工(型彫り放電、ワイヤーカット、溶接)
高導電性(電気を良く通す)のため電流や電圧の設定が高めになり、鋼材と比べ電極、ワイヤー、溶接棒の消耗が進みますので、配慮が必要になります。
旋盤加工

ベリリウム銅は、切削速度が低いと切削抵抗が大きくなるため、 温度上昇に注意しながら、一般鋼材より高速切削を行う必要があります。
| 区分\切削条件 | 切削速度 (m/min) |
回転送り量 (mm/rev) |
切込み量 (mm) |
冷却方式 | 切削工具 | |
|---|---|---|---|---|---|---|
| 荒加工 中仕上げ加工 |
ベリリウム銅 BeA-25 ULTRA |
180~350 | 0.3max | 0.75~1.25 | 水溶性または 油性のクーラント |
超硬チップ (コーティング) |
| プリハードン鋼 HRC40相当《比較材》 |
40~60 | 0.7 | 6~8 | |||
| 仕上げ加工 | ベリリウム銅 BeA-25 ULTRA |
180~350 | 0.05~0.15 | 0.1~0.2 | ||
| プリハードン鋼 HRC40相当《比較材》 |
40~60 | 0.7 | 6~8 | |||
ドリル加工

ベリリウム銅は、一般鋼材とほぼ同条件で加工が可能です。
| 区分\切削条件 | 切削速度 (m/min) |
回転送り量 (mm/rev) |
冷却方式 | 切削工具 | その他加工条件 | |
|---|---|---|---|---|---|---|
| 荒加工 中仕上げ加工 仕上げ加工 |
ベリリウム銅: BeA-25 ULTRA 《比較材》プリハードン鋼: HRC40相当 |
鋼材とほぼ同条件 (ステップ加工) |
センタースルー (WET) |
超硬ドリル | 加工中の発熱を抑えるために、切屑の排出と切削油での冷却を推奨 | |
エンドミル加工
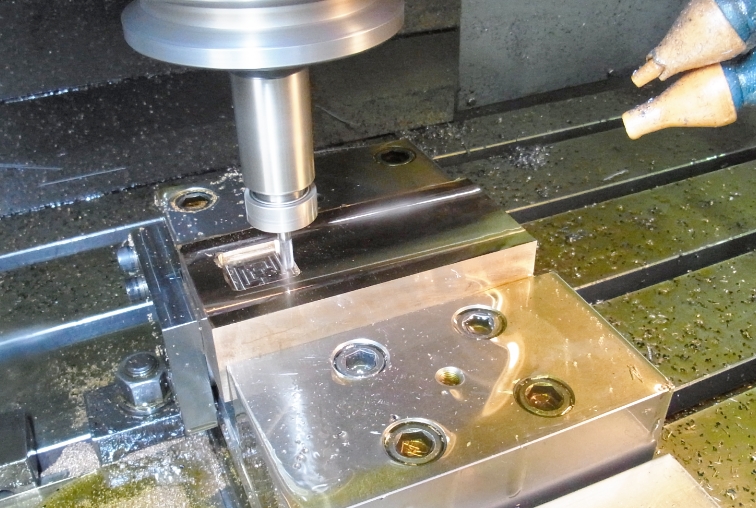
ベリリウム銅は、一般鋼材とほぼ同条件で加工が可能です。
| 区分\切削条件 | 切削速度 (m/min) |
回転送り量 (mm/rev) |
切込み量 (mm) |
冷却方式 | 切削工具 | |
|---|---|---|---|---|---|---|
| 荒加工 中仕上げ加工 |
ベリリウム銅: BeA-25 ULTRA 《比較材》プリハードン鋼: HRC40相当 |
鋼材とほぼ同条件 | センタースルー (ドライ or エアー) |
超硬チップ式 エンドミル |
||
| 仕上げ加工 | センタースルー (WET) |
超硬ソリッド エンドミル |
||||
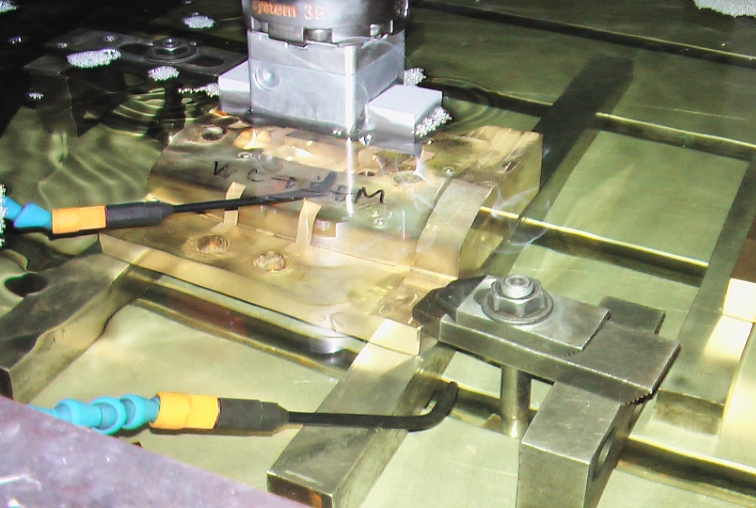
ワイヤーカット
ベリリウム銅は、一般鋼材の1.5~2.0倍の速度で加工可能です。
備考
- 条件は、黄銅 φ0.300mmを使用した事例であり、ワイヤーの材質・サイズ、加工機により条件の調整が必要になります。
- 高速加工は加工面の肌が荒れる傾向があるので、高い精度や面粗度を要求する場合は、2nd、3rdカットを推奨します。
| ワイヤー | ワイヤー速度 (mm/sec) |
ワイヤー張力 (N) |
プリテンション (N) |
平均加工電圧 (V) |
オフセット量 | 加工速度 (mm/min) |
|---|---|---|---|---|---|---|
| 黄銅 φ0.300mm | 200 | 13 | 14 | 55~65 | 1/100 | 0.75~1.90 |
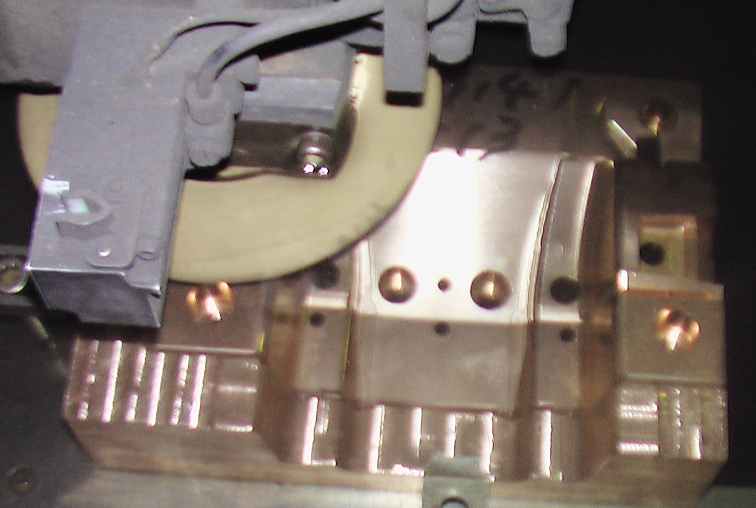
放電加工
ベリリウム銅は一般鋼材より放電加工性は劣りますが、面粗度は良好です。
備考
- 電極損耗が鉄系の2倍程度となり、放電時間も長い傾向にあります。(これに対し、近年の放電加工機では改善されているようですので、詳細は、各メーカーへの問い合わせ下さい)
- 面粗度は鋼材より良く、加工変質層がないため磨き作業性に優れています。
| 区分\切削条件 | 電極材料 | ピ―ク電流値 (A) |
デューティファクタ (%) |
加工速度 (mm3/min) |
|---|---|---|---|---|
| 荒加工 | 黄銅、銅合金 グラファイト |
鋼材条件 +10~15 |
65~80 | 30.9 |
| 仕上げ加工 | 1.3 |
溶接

ベリリウム銅は、特有の条件で溶接が可能です。
注意事項
- 一般的な金属溶接と同様に、ダクトなど排気装置のある環境で作業して下さい。
TIG溶接
| 予熱温度 (℃) |
溶接電流 (A) |
極性 | 溶接棒 | アルゴンガス流量 (L/min) |
|---|---|---|---|---|
| 200-280 *350℃を超える温度は素材が軟化するので注意 |
150-200 *電気伝導性が良いため鋼材の約3倍の大電流が必要 |
交流 | 材質:BeA-25/BeA-11 (専用共材) 棒径:φ0.8-φ3.0 (母材や溶接範囲により選定) |
20-23 |
レーザー溶接
| 出力 (W) |
照射速度 (Hz) |
電流値 | 溶接棒 | アルゴンガス流量 (L/min) |
|---|---|---|---|---|
| 150-200 |
0.5-15 | 150mJ-90J CPC | 材質:BeA-25/BeA-11 (専用共材) 棒径:φ0.3-φ0.6 (母材や溶接範囲により選定) |
4-6 |
製品に関するお問い合わせ
NGKファインモールド 中部営業所
- 機材販売部 052-884-2611 FAX:052-884-2617